This glossary contains a list of terms and definitions related to soap and to the processes of making soap.
It is not intended to serve as a comprehensive instructional guide for soapmaking.
How is Soap Made?
Learn how soap is made! View the new Saponification Process diagrams to understand the chemical reaction that produces real natural soap.
Additives
Any ingredient added to soap that is not part of the soap itself is considered an additive.
Therefore, any ingredient excluding lye and fats are additives.
Examples of additives are colorants, fragrance materials, and preservatives.
Additives may include herbs, micas, salts, grapefruit seed extract, excess oils/fats/butters
that remain unsaponified, vitamins, clays, and etc.
Batch Code
A numbered record of each batch of soap made.
The Batch Code Sheet lists the company of manufacture, the name of the soapmaker(s),
the date made, the ingredients, the ingredients' sources and amounts, the ingredients' lot numbers,
any variation from the normal soapmaking procedure, the cure date or "do not use before" date, the expiration date,
and any additional comments.
Caustic
A corrosive substance that burns or destroys organic tissue by chemical action.
Caustic can refer to an acid or a base but is typically used to describe the action of an alkaline base.
Lye solutions, sodium hydroxide, and potassium hydroxide are caustic substances.
Complaint File
A complaint file contains a record of a customer complaint,
the date of the complaint, and the action taken by the soapmaker.
Deliquescent
The propensity of a material to dissolve or melt when in open contact with air.
Sodium hydroxide and potassium hydroxide are each deliquescent.
Dreaded Orange Spots (DOS)
A term first defined by Dr. Kevin Dunn to describe the appearance of oxidation in soap.
Oxidation in metal appears as rust; similarly, oxidation in soap manifests as orange spots.
Oxidation in soap is attributed to many causes, including a poor choice of oils in the soapmaking recipe,
using too great a superfat (or lye discount), and using oils beyond their expiration dates.
Because oxidation occurs at the location of double bonds, fatty acids high in double bonds are prone to oxidation.
The linolenic and linoleic fatty acids occurring excessively in flaxseed oil, grape seed oil, soybean oil, and etc,
cause these oils to be prone to oxidation and dreaded orange spots when used in soap.
Exothermic
Characterized by the release of heat, often due to a chemical reaction.
Soap is made as the product of an exothermic reaction between lye and fat.
Flash Point
The lowest temperature at which the vapors of a liquid will ignite in the presence of an ignition source.
Soapmakers must take care when heating fixed oils and when using essential oils because both
are flammable and most essential oils have low flash points; they can suddenly break into flames when heated.
Gel Phase
During cold process soapmaking, an early phase of the saponification process, gel phase occurs within 2 hours
after the soap has been poured into the mold. As the exothermic saponification reaction generates heat within the mold and the soap
reaches 160 °F, the soap appears translucent—as a gel—temporarily, until the heat slowly dissipates. During hot process soapmaking,
when the soap batter is quickly heated to 160 °F, it also undergoes gel phase and appears translucent. During either process,
the transparent colloidal phase of saponification is also known as "neat soap." For both cold and hot process soaps,
as the soap cools, the soap hardens and becomes opaque. Gel phase is important because it indicates the completion of the saponification reaction.
If the ingredients are accurate, gel phase indicates the reaction has completed entirely and the soap will be safe to use as soon as it cools.
Not all soap batches and all soap batters go through gel phase. For example, it is possible to make a cold process soap, pour it into the mold,
not insulate the mold, and remove a hardened soap from the mold without the soap having reached 160 °F internally.
If soap does not go through gel phase, then it must be left to cure for six weeks or until it is safe to use.
In addition to being ready to use sooner after it is made, soap that has been through gel phase and formed neat soap dissolves slower
in water and lasts longer when used, compared to soap that has not been through gel phase.
Hygroscopic
The tendency of a material to absorb moisture from air.
Sodium hydroxide and potassium hydroxide have hygroscopic properties.
Lye
Most often refers to a non-specific, strong alkaline solution, such as either sodium hydroxide or potassium hydroxide dissolved in water.
Sometimes refers to a solid caustic substance, such as either sodium hydroxide or potassium hydroxide.
Lye is used to make soap.
Lye Discount
The practice of withholding sodium hydroxide from a soap formula to guarantee a safe soap, free of excess sodium hydroxide.
After determining the amount of sodium hydroxide needed to completely saponify the fats,
only a percentage of the sodium hydroxide is actually used.
For instance, if a 5% lye discount is desired, first the amount of sodium hydroxide is calculated to completely
saponify the oils/fats, then only 95% of the calculated amount of sodium hydroxide is actually used; 5% is withheld.
In theory, 5% of the triglycerides (the oils and fats) will not saponify into soap. However, the unsaponified triglycerides cannot
survive the high alkalinity in tact and are broken.
If lye discounted soap is to be sold, the soap label must include "monoglycerides and diglycerides," which are the split version of the
original triglycerides. Sodium hydroxide should not be discounted below 94%;
leaving more than 6% unsaponified oils can result in soap that is greasy,
does not clean well, goes rancid quickly, or develops dreaded orange spots (DOS). Also see Superfat.
Lye Solution Preparation
When combining sodium hydroxide with water,
always add the sodium hydroxide to cool water and stir carefully.
The lye solution should not be splashed while stirring.
Whenever sodium hydroxide is dissolved in water, vapors are released into the air.
The vapors appear as steam or mist and contain molecules of sodium hydroxide.
Always prepare the lye solution in a well-ventilated area with fresh incoming air, not re-circulated air.
When dissolving larger quantities of sodium hydroxide (20 pounds or more),
either prepare the solution outdoors, use a fan to aid in the dispersal of vapors, or wear protective respiratory equipment.
The lye solution should be prepared in a location with access to a sink or water hose
because first aid for contact with sodium hydroxide involves flushing the contact area with plenty of fresh water for 20 minutes.
Protective eyewear, such as safety glasses or goggles, should be worn when preparing the lye solution
because allowing even a small drop of lye solution to contact the eye can cause blindness.
The dissolution of sodium hydroxide in water releases heat, which will raise the temperature of the solution.
If the temperature of the lye solution reaches its boiling point,
which is just under 212 °F (100 °C),
the solution will boil. Use a calibrated thermometer to monitor the temperature of
the solution while adding the sodium hydroxide. The temperature of the solution should not be
allowed to exceed 190 °F (90 °C).
The temperature of the lye solution can be
reduced by placing the container of lye solution in a bath of ice water.
When making large amounts of lye solution too large to place in a bath of ice water,
either use cold refrigerated water or substitute ice cubes for part of the water for the solution.
Materials Not Suitable for Contact with Lye
Do not use these materials in contact with sodium hydroxide, potassium hydroxide, or lye-heavy
soap: aluminum, brass, bronze, chromium, iron, magnesium, tin, zinc, most other
metals (other than stainless steel), and items made of metal and coated with Teflon or other nonstick coatings.
When lye reacts with these listed metals, hydrogen gas is generated, which is extremely flammable and explosive.
Never add sugar to lye solutions; lye may react with various sugars to generate carbon monoxide, which is a poisonous gas.
Materials Suitable for Contact with Lye
Materials that are suitable for contact with lye at room temperature are high-density
polyethylene (HDPE), polypropylene (PP), polyvinyl chloride (PVC), silicon
rubber (silicone), stainless steel, nylon, nitrile, and porcelain. Stainless steel is most suitable
for contact at elevated temperatures. Plastics may soften at higher temperatures
and a test should be first made of their suitability. Glass may be used to contain lye solutions with strengths not greater than 10%;
therefore, glass is not suitable for use when making soap because soapmaking lye solutions are always prepared in strengths greater than 10%.
MSDS
"Material Safety Data Sheet." See SDS.
Molecular Weight
The mass of one mol of molecules calculated using standard atomic weights.
It is typically expressed as grams/mol (g/mol).
One mol of molecules contains a definite number of molecules;
1-mol of molecule A has the same number of molecules as 1-mol of molecule B.
When making soap, 3-mol of sodium hydroxide is needed to react with 1-mol of fat in order to achieve 100% saponification.
Molecular weight is used to convert moles to mass in order to provide weights for soap recipes.
National Soapmaking Day
The last Sunday in September. National Soapmaking Day is a day to honor the art and science of soapmaking.
Celebrate by learning about soapmaking history, teaching a friend to make soap, or using #NationalSoapmakingDay in social media.
Visit the official website to learn more.
http://www.NationalSoapmakingDay.org
Natural Soap
Soap does not exist naturally. Truly, as a finished product, all soap is synthetic because it is man-made.
No one has ever encountered a bar of soap while walking in nature, hiking,
or scuba diving.
What is meant by "natural soap" is soap made from ingredients derived from sources existing in nature.
A natural soap might be made from sodium hydroxide, distilled water, coconut oil, olive oil, cocoa butter, and lavender essential oil.
None of these ingredients exist in nature in a quantity sufficient enough to produce soap.
However, the sources for these ingredients do exist in nature. Coconut oil is derived from coconuts, olive oil from olives,
cocoa butter from cocoa bean pods, and lavender essential oil from lavender flowers.
Sodium hydroxide exists as a mineral. Distilled water is a form of refined water.
The term "natural soap" specifically refers to soap free of artificial or synthetic ingredients.
Neat Soap
See Gel Phase.
Oils: Essential Oils
Volatile oils extracted from plant matter by either distillation (steam or water), expression, or chemical solvents.
Essential oils do not contain enough triglyceride lipids to saponify;
they do not react with sodium hydroxide to form soap.
Not all essential oils are safe; specific essential oils are known to cause sensitization, some are carcinogenic,
and some are illegal in cosmetic products.
Essential oils may be used to add fragrance to scented soaps.
Oils: Fixed Oils
Refers to oils that can be raised to a high temperature without evaporating.
Fixed oils (such as olive oil, palm oil, and coconut oil) are commonly used to make soap.
Frequently, fixed oils are triglyceride fats, molecules consisting of a glycerol and three fatty acids.
Oils: Fragrance Oils
Also known as aroma oils and aromatic oils.
These oils might be re-constituted natural aromatic compounds or
blends of synthetic aromatic chemicals that might either be
highly concentrated or diluted with a carrier compound, such as propylene glycol, vegetable oil, or mineral oil.
Fragrance oils may be used to add fragrance to scented soaps.
pH
Scale to measure the acidity or alkalinity of a chemical, typically dissolved in water.
The measurement scale goes from pH 0 (very acidic) to pH 14 (very alkaline or very basic), with pH 7 representing neutral.
Sodium hydroxide, a corrosive chemical used to make natural soap, has a pH of 14.
Water, also used to make soap, has a pH of 7. Cured soap should have a pH within the range of pH 8 to pH 10.
Phenolphthalein Test
When used as a solution of 5% phenolphthalein, one drop will instantly reveal if soap contains un-reacted or excess sodium hydroxide.
If a single drop of 5% phenolphthalein remains clear on soap, then there is no excess sodium hydroxide and the soap is safe to use.
If the drop of phenolphthalein quickly becomes dark fuchsia magenta, then the soap contains excess sodium hydroxide or un-reacted sodium hydroxide
and is not safe to use. Although phenolphthalein does not test the pH of soap, it is the test preferred by professional and handcrafted soapmakers
because it costs less, is quicker to use, is easier to read, and more accurately tests soap safety than pH strips.
pH Strip Test
Used to measure the alkalinity of soap.
pH strips may be purchased from most chemical supply companies, laboratory supply companies, and pool supply companies.
pH strips used to test the pH of soap should include a scale from 7 to 14.
To test with a pH test strip, put one gram of soap in 100-ml (100-g) of room temperature
(25 °F/77 °C) distilled water (having a neutral pH of 7),
let the soap dissolve, and test with a pH strip by dipping it into the soapy water.
Results for un-reacted sodium hydroxide in soap typically exceed pH 10.
Results for cured soap (no longer containing sodium hydroxide) may range from pH 8 to pH 10.
The accuracy of the pH test strip is subject to the scrutiny of the manufacturer and the expiration date of the strips.
The reading of the pH test strip is dependent upon the interpretation of the soapmaker and may be subject to error.
For both professional soap manufacturers and handcrafted soapmakers, phenolphthalein is preferred over pH strips.
pH Tongue Test
A soap safety test commonly preformed before phenolphthalein was readily available.
Used as a quick informal test for un-reacted sodium hydroxide in soap.
Touch tongue to soap bar, or rub wet finger on soap and then touch finger to tongue.
If a tingling, pinching, or burning sensation is felt, then the soap contains un-reached sodium hydroxide and is not ready for use.
This test is greatly dependent upon the interpretation and sensitivity of the soapmaker.
Potassium Hydroxide
KOH; CAS Registry Number: 1310-58-3;
Molecular Weight: 56.11 g/mol. Also referred to as caustic potash,
lye, potash lye, and potassium hydrate. It is a corrosive chemical that has a
pH of 14, indicating it is a strong base.
Potassium hydroxide is used in soapmaking to react with oils and fats to produce soap,
frequently liquid soap or gel soap.
SDS
Formerly "Material Safety Data Sheet," in 2012,
OSHA revised the standards for the document contents
and updated the document title to "Safety Data Sheet." Contains pertinent
information related to the following safety categories for a specific material:
manufacturer or vendor information, chemical composition, hazards and potential health effects, first aid measures,
fire fighting measures, spill measures, handling and storage, exposure and protection, physical and chemical properties,
stability and reactivity, toxicological information, environmental information, disposal considerations,
transportation information, and regulatory information.
According to OSHA's Hazard Communication Standard,
a soapmaker who makes soap and sells soap is legally considered her own employee and
is required to have SDSs for the hazardous chemicals she possesses for making soap
(such as sodium hydroxide and potassium hydroxide).
Safety Equipment
Safety equipment for making soap
includes eye protection, a face shield, rubber gloves, and clothing to cover any
bare skin that may be exposed to lye solution splashes, including arms, legs, and feet.
Ventilation equipment may be required when making large quantities of lye solution.
Further safety equipment should include a smoke alarm, fire extinguisher, easy access to a telephone, a
first aid kit, and easy access to fresh running water, such as from a sink or hose.
Saponification Process
This animated diagram of the saponification process repeats in an indefinite loop.
Saponification occurs when, first, three molecules of sodium hydroxide (NaOH) are dissolved in water (H2O) and are split apart, which results in three sodium ions (Na) and three hydroxyl groups (OH).
Second, a triglyceride (fat) molecule (C3H5(COOR)3) is split apart through hydrolysis, which results in a
free glycerol (C3H5) and three fatty acid tails (COOR). Third, the hydroxyl groups (OH) all bond to the free glycerol (C3H5) to form a
molecule of glycerin (C3H5OH3). Forth, the three fatty acids (COOR) each bond with one of the three sodium ions (Na) to form three molecules of soap (3NaCOOR).
When the precise ingredients have completed the saponification process, one molecule of glycerin will be present for each three molecules of soap;
no molecules of lye (sodium hydroxide) remain in the soap; they have all been split apart and used to form the soap molecules and glycerin.
To create a link to the saponification process diagram, please use the following permanent address. http://www.natural-soap-directory.com/soap-terms.html#make-soap
SAP Value
"Saponification Value." The number of milligrams of potassium hydroxide required to
completely saponify one gram of a specific fat. While handcrafted soapmakers commonly refer
to the sap value as the measured amount of sodium hydroxide, laboratories
commonly refer to the amount of potassium hydroxide; either is correct, so
specification is required. Commonly, oil distributors use the number of
milligrams of potassium hydroxide because the sap number is provided by the
processor's test lab. Saponification charts found on the Internet as aids for
formulating soap recipes commonly use the number of milligrams of potassium
hydroxide. Therefore, it is very important to be certain if a given sap value
refers to sodium hydroxide (NaOH) or potassium hydroxide (KOH) and whether or not the sap value
is given in the standard per mille (‰), milligrams of chemical per grams of oil.
Saturated Fat
A triglyceride fat where the carbon chains in the fatty acid tails are saturated with hydrogen atoms.
When each carbon atom is saturated with hydrogen atoms, the carbon cannot double bond to a neighboring carbon.
The saturation with hydrogen gives saturated fats higher freezing points, generally above room temperature,
so saturated fats are solid at room temperature.
The lack of double bonds increases the shelf life of saturated fats and prevents oxidation and
DOS in soap.
Palm oil, coconut oil, and shea butter are examples of saturated fats.
Seize
Condition of cold process soap batter when the ease of mixing and pouring is arrested.
A possible condition of cold process soapmaking when the soap batter becomes too thick to pour into a mold.
Seizing occurs when saponification has progressed to the point the soap batter is no longer liquid and has begun to solidify.
In the case of handcrafted soapmaking, seizing is most often caused by adding a problematic fragrance
(such as a spice essential oil or a floral fragrance oil) after the soap has thickened to trace.
To avoid seizing, soapmakers add fragrances to their melted fats and oils before adding the lye solution.
If a batch of cold process soap seizes, it may quickly be placed in a pot and hot processed on a stovetop to yield a flawless soap.
Soaper
Someone who makes or sells soap. While the term "soapmaker" does not exist in any standard dictionary, Merriam-Webster, the American Heritage Dictionary, and the Oxford English Dictionary all define "soaper" as someone who makes or sells soap.
Soapmaking
The process of creating soap. Previously, "soap making" had been two words until the Handcrafted Soap Makers Guild formally petitioned Merriam-Webster to include the term, insisting it was a reputable and historical profession, worthy of a dictionary entry.
As a result, "soapmaking" was included in the next publication of the dictionary and the term soapmaking is one word.
The HSMG consequently became the HSG.
Soapmaking Process: Boiling Process
The term boiling process (BP) originated in the 1800s to refer to the commercial soap manufacturing process of boiling fats and oils
with lye solution in large vats to produce large quantities of soap. Although the boiling process often involves potassium hydroxide and salt,
it is most similar to the hot process soapmaking method.
Soapmaking Process: Cold Process
Cold process (CP) soap making is the process where lye is dissolved in water to form a solution.
The lye-water solution is then added to melted fats and oils and constantly stirred or mixed with a hand blender.
After trace is detected, scents, herbs, and/or colorants may be added to the soap batter.
After trace but before seize, the cold process soap batter is poured into molds. The molds are usually insulated with blankets or towels.
Within 24 hours, the soap batter hardens sufficiently to be removed from the mold and to
be sliced into bars. Fresh bars of cold process soap must cure on drying racks for four to six weeks to
allow the lye to completely saponify the fats and oils into soap. After four to six weeks of cure,
cold process soap should be ready for use and should not contain any lye. This process is referred to as
"cold" process soap making because no heat from an external source is added to the soap batter.
Soapmaking Process: Cold Process/Oven Process
The term cold process/oven process (CP/OP) originated in the early 2010s as a synonym to warm process soapmaking.
See Soapmaking Process: Warm Process.
Soapmaking Process: Hot Process
Hot process (HP) soapmaking is the process where soap batter is made by mixing fats and
oils with lye solution until trace is achieved, just the same as in the cold process method of
making soap. However, in the hot process soapmaking method, heat is added to the soap batter after trace
by warming it with a stove, Crock-pot®, or oven. After approximately one hour,
when all of the soap batter has reached 160 °F and has completed the gel phase,
the soap is removed from the heat source and scents, herbs, and/or colorants may be added.
The soap mass is then molded. Within a few hours, after the soap has cooled and hardened, the soap may be unmolded, sliced into bars, and used.
Hot process soap does not require time to cure; it is safe to use when unmolded.
Soapmaking Process: Melt and Pour
The melt and pour (M&P) process of making soap involves using a pre-fabricated soap base, such as the soap
base available from craft and hobby supply stores. These pre-fabricated soap bases vary by manufacturer and brand.
Some pre-fabricated melt and pour bases may be all-natural and some may contain detergents, preservatives, and stabilizers
to provide better lather, a longer shelf life, and superior meltability. The soap crafter cuts the soap base into
cubes and melts the cubes in a double boiler or microwave. After the soap base is melted and liquid,
scents, herbs, and/or colorants may be added to the melted soap. Before the soap cools and hardens,
it is poured into individual cavity molds that are often specially designed shapes with meticulous details.
Sodium hydroxide is not needed nor used in crafting melt and pour soap.
Soapmaking Process: Rebatch Process
The rebatch process (RB) of making soap involves using cold or hot process soap shavings.
The cold process or hot process soap shavings are combined with a small amount of water and are
heated in a double boiler or Crock-pot®, for approximately one hour (depending on quantity),
until they are melted and dissolved to form a thick, bubbly, viscous mass of pasty soap.
The mass of soft melted soap is removed from the heat and scents, herbs, and/or colorants may be added.
It is then spooned into molds to cool and harden. Then, the soap is removed from the molds and
sliced into bars. Often, rebatched soap requires several days to dry, depending on how much water was
used to dissolve the soap shavings.
Soapmaking Process: Warm Process
For the warm process (WP) method of making soap, the soap maker begins by making soap with the cold process method
but, instead of covering the molded soap with blankets, the warm process soapmaker places the molds
in a heated oven and incubates the soap at about 160 °F for six hours. The molds are then removed from
the heat source and allowed to cool slowly. After approximately 12 hours, the soap is removed from the molds and
sliced into bars. Warm process soap is completely cured and free from harmful sodium hydroxide as soon as it is cooled; however,
warm process soap requires a few days to dry and harden. In warm process soapmaking, heat is added to complete the
saponification of the soap, just as in hot process soapmaking. The difference is hot process soap is heated in a vessel and then molded,
while warm process soap is heated in the mold.
Sodium Hydroxide
NaOH; CAS Registry Number: 1310-73-2;
Molecular Weight: 40.0 g/mol. Also referred to as lye, caustic soda, ascarite,
soda ash, soda lye, sodium hydrate, and white caustic.
It is a corrosive chemical that has a pH of 14, indicating it is a strong base.
Sodium hydroxide is used in soapmaking to react with oils and fats to produce soap, frequently solid bars of soap.
Storage of Soap
Soap should be stored in a cool area that is dry, out of direct sunlight, and well-ventilated.
While stored, soap should be labeled with its batch code to properly identify it and to differentiate it from other soap batches.
Superfat
The practice of superfatting involves adding an excess of oils/fats to the soap batch beyond those calculated to completely
saponify with the sodium hydroxide. For instance, if 5% superfat is desired, the amount of sodium hydroxide is first calculated to
completely saponify the oils/fats, and then 5% more oils/fats are added to the recipe, so a total of 105% oils/fats is used.
Excessive triglycerides (the extra oils and fats) do not survive the high alkalinity in tact and are broken.
If superfatting soap to be sold, the soap label must include "monoglycerides and diglycerides," which are the split version of the
original triglycerides. Soap should not be superfatted in excess of 6%; adding more than 6% superfat oils can result in soap that is greasy,
does not clean well, goes rancid quickly, or develops dreaded orange spots (DOS). Also see Lye Discount.
Trace
Outdated term formerly used to define a degree of thickness of soap batter at the moment in cold process
or hot process soapmaking when the soap batter thickened and became viscous due to the onset of saponification.
Trace was determined when a spoonful of soap batter dribbled back on the soap surface left a "trace" and remained visible on the surface.
Likewise, trace was determined when a spoon moved through the soap batter left a "trace" or distinguishable trail on the
surface of the soap batter. The term trace is outdated because it was a specific degree of thickness when the soap batter was
thick enough to support itself. Nowadays, the are of soapmaking has advanced beyond one degree of thickness. For example, soap swirled with
ornate colors must be decorated while the soap is practically water thin and soap intended to suspend heavy additives cannot be
molded until it is almost as thick as yogurt. Today, it is more common to describe degrees of soap batter thickness with common terms to which
any one may relate, such as "thin as water or thick as pudding."
Triglyceride
Common saponifiable fats and oils used to make soap are lipid molecules consisting of one glycerol head and three fatty acid tails.
The three fatty acid tails are responsible for the prefix "tri." For an representation of a triglyceride,
refer to the image of "1 Molecule of Fat" in the Saponification Process animation. During the soapmaking process,
the three fatty acid tails each become a molecule of soap and the glycerol head becomes free glycerin.
Excess superfat triglyceride oils that do not become soap, in the presence of the corrosive lye solution, are damaged and split into
monoglycerides (one fatty acid tail) and diglycerides (two fatty acid tails).
Unsaturated Fat
A triglyceride fat where the carbon chains in the fatty acid tails are not saturated with hydrogen atoms.
For each location missing a hydrogen atom, the carbon double bonds to a neighboring carbon.
The double bonds in the fatty acids eventually become the location where oxidation and DOS
occur in the soap. Unsaturated fats are liquid at room temperature and have shorter shelf lives than saturated fats.
Almond oil, avocado oil, and olive oil are examples of unsaturated fats.
Volatile
Refers to something that readily becomes a vapor at a relatively low temperatures.
Most essential oils, used to scent soap, are highly volatile.
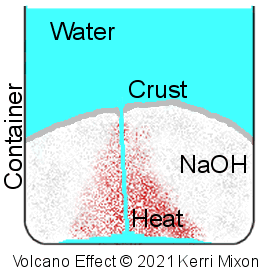
Volcano Effect
When making lye solution, if water is poured on a profound depth of sodium hydroxide,
the top layer of sodium hydroxide dissolves and fuses together to form a hard crust.
Eventually, the water dissolves a small hole or crack in the crust and dribbles down
through the depth of sodium hydroxide to puddle in the bottom of the container.
The water puddle in the bottom of the container dissolves the dry sodium hydroxide, which release heat as it dissolves.
Because it is sealed below the hard crust and water, pressure continues to build underneath the crust,
until enough pressure erupts, ruptures the crust, and forces
lye solution, partially-dissolved sodium hydroxide, hot steam, and water to spray up, resembling a volcano.
Although a depth of sodium hydroxide is required for this disastrous effect, it is a good idea to get in the habit
of using an over-sized container to prepare the lye solution and to pour the sodium hydroxide into the water.
To be safe, never add water to sodium hydroxide; always add sodium hydroxide to water.
Waste Disposal
Proper waste disposal involves following the supplier's instructions found on
the SDS for each material.
Also, soapmakers may contact a recycling center to ask if it will accept old essential oils,
fragrance oils, rancid base fats, fixed oils, curdled soap batches, and etc.
Workplace Safety
Workplace safety when making soap involves having
ingredients properly labeled and stored, maintaining a clean, orderly, well-lit,
and well-ventilated work area for making soap, restricting the access of
children and pets to the storage and work areas, having easy access to
personal protective equipment, a telephone,
a fire extinguisher, and running water.
The terms and definitions in this glossary were prepared and copyrighted by Kerri Mixon.
She is a master soapmaker who has enjoyed a successful, professional soapmaking career since 1999.
Kerri teaches soapmaking and soap business classes online and in person at the
Soapmaking Studio in San Diego, California.